公示公告
校園劇《山城升起的第一面五星紅旗》
更多+
西南唯一約翰霍普金斯大學ED錄取!育才學子斬...
去年問鼎全球金牌,今年繼續高歌猛進!育才學...
全球最具影響力的升學指導峰會!育才國際部老...
至耀時刻 | 育才學子BPA商業全能挑戰活動載...
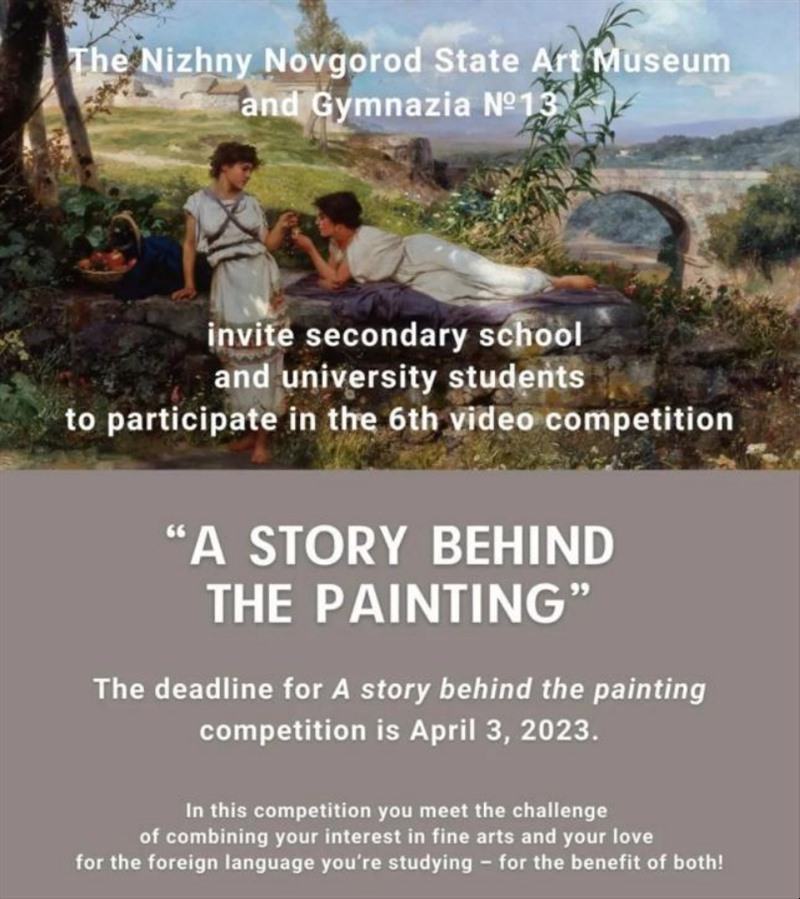
鑒賞 · 博觀 | 中俄學子線上藝術人文交流...
西南第一 | 育才中學再添三枚藤校錄取通知書!
西南第一 | 育才中學4支隊伍摘取哈佛大學研...
乘風化鱗 “蛇”我其誰丨 2025重慶育才中學...
山城花開,友誼長存 | 俄羅斯姊妹校到訪育...
青年之聲·明日之冀丨育才學子閃耀模擬聯合國...
重慶市育才中學校國際部介紹
育才榮耀 | 2022腦神經科學大賽Brain Bee...
育才俯瞰圖
崇藝館
行知長廊
行知園
行知廣場
陶行知紀念館
室內乒乓球館
室內籃球場
師陶樓
教學樓外觀
版權所有:重慶市育才中學校 丨 渝ICP備12000641號-1丨 渝公網安備:50010702500139
電子郵箱:chongqingyucai@cqyc.edu.cn
學校地址:重慶市九龍坡區謝家灣正街92號 行政辦公:023-68822468,023-86051111,023-86052222
技術支持:瑞秀科技 郵編:400050